Lötworkshop
Inhaltsverzeichnis
Löten lernen am Praxisbeispiel - das ist unser Ziel mit den Lötworkshops. Technisches Know-How muss man hierfür nicht mitbringen, uns geht es hier primär um das Bastelerlebnis: aus vielen kleinen Einzelteilen fertigt man in Handarbeit etwas Neues, das am Ende dann “zum Leben erwacht” :)
Hierfür entwickeln wir fortlaufend verschiedene kleine Elektronikprojekte, die man auch zu Hause leicht nachbauen kann. In einem kurzen Vortrag werden beim Workshop dann die Grundlagen des Elektroniklötens erklärt, bevor es dann ans Löten der Schaltung geht.
Kommende Lötworkshops
- t.b.a
Für den zweiten Workshop 2019 muss noch ein termin gefunden werden.
- 24. Oktober 2019 16-20 Uhr im EN201
Lötworkshop mit neuem Weihnachtsbaum, wieder mit freundlicher Unterstützung vom Schülerlabor “dEIn Labor” der Technischen Universität Berlin
Bisherige Lötworkshops
-
18. Oktober 2018
-
02. November 2017
Weihnachtsbaum-Lötworkshop mit freundlicher Unterstützung vom Schülerlabor “dEIn Labor” der Technischen Universität Berlin -
14. Oktober 2015
Weihnachtsbaum-Lötworkshop zur Einführungswoche der Fakultät 4 an der TU Berlin mit freundlicher Unterstützung vom Schülerlabor “dEIn Labor” der Technischen Universität Berlin
Workshop-Bausätze
Was ist überhaupt “Löten”?
Löten, oder in unserem Fall genauer, Schmelzlöten, bezeichnet einen Vorgang zum Verbinden von zwei Werkstücken. Typischerweise handelt es sich dabei um zwei Metallteile, z.B. aus Kupfer, die miteinander verbunden werden sollen.
Hierfür werden die Werkstücke mit entsprechendem Werkzeug (Lötkolben, Lötlampe, …) über die Schmelztemperatur des Verbindungsmaterials, des Lots, erhitzt und dieses dann an die erhitzte Stelle geführt, wo es schmilzt und beim Erhärten die metallische Verbindung zwischen den beiden Werkstücken schafft.
Dabei unterscheidet man prinzipiell zwischen Weichlöten, Hartlöten und Hochtemperaturlöten. Für das Löten von Elektronik ist primär das Weichlöten relevant, was typischerweise bei Temperaturen bis 450°C durchgeführt wird. Als Lot kommen im Elektronik-Bereich meist Zinn (Sn) -Blei (Pb) -Legierungen zum Einsatz, wobei es auch Anwendungsbereiche gibt, die bleifreies Lot verwenden müssen.
Der Arbeitsprozess lässt sich in fünf Schritte einteilen:
-
Bauteil in Platine einsetzen:
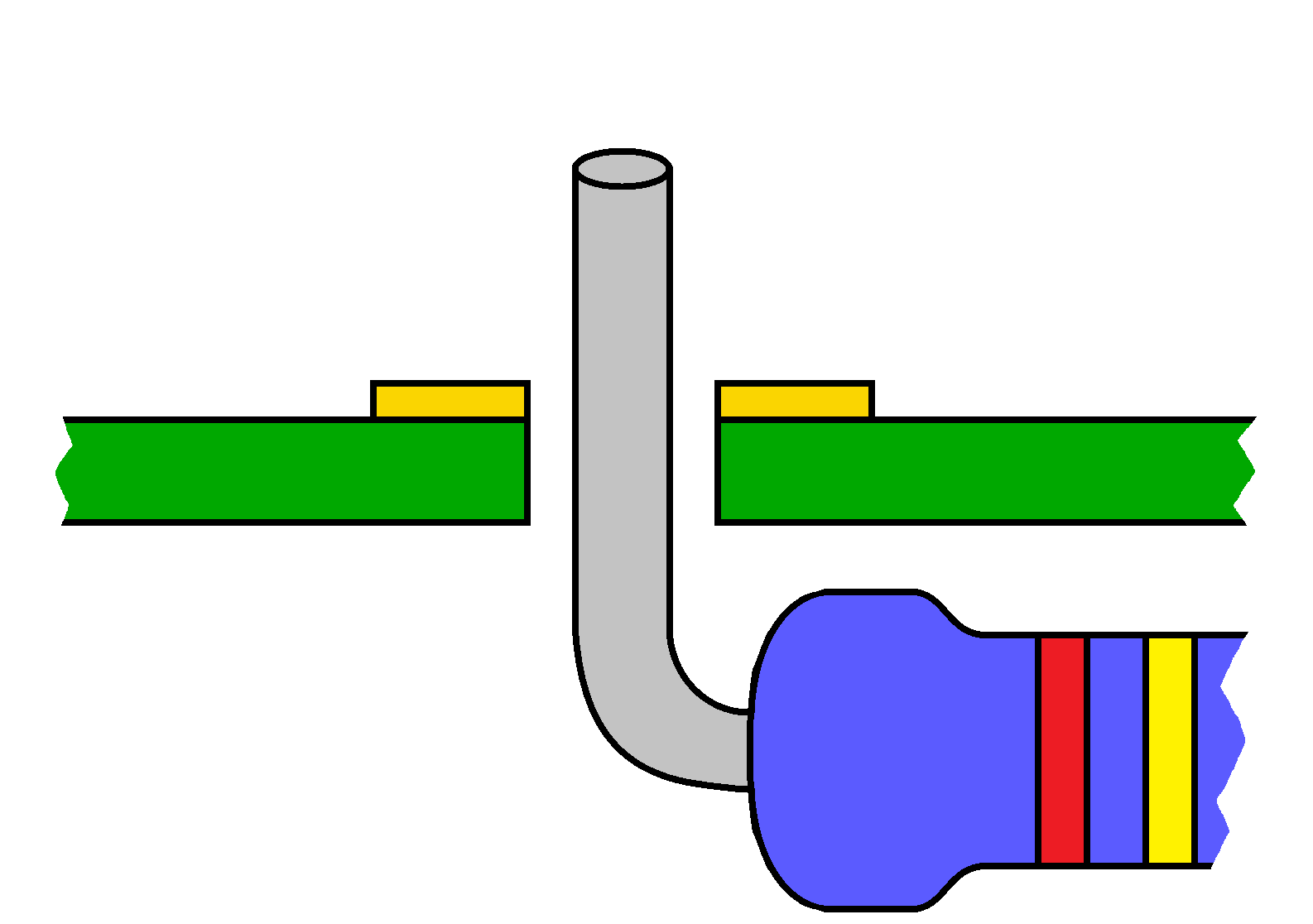 Zuerst muss das Bauteil von der Bestückungsseite in die Platine eingesetzt werden. Diese ist normalerweise daran zu erkennen, dass sich auf ihr ein Aufdruck des Bauteilumrisses oder eine Beschriftung befindet, während auf der anderen Seite der Platine die Leiterbahnen und ein kleines Metallpad um die Bohrung für das Bauteil zu sehen sind.
Zuerst muss das Bauteil von der Bestückungsseite in die Platine eingesetzt werden. Diese ist normalerweise daran zu erkennen, dass sich auf ihr ein Aufdruck des Bauteilumrisses oder eine Beschriftung befindet, während auf der anderen Seite der Platine die Leiterbahnen und ein kleines Metallpad um die Bohrung für das Bauteil zu sehen sind.
Handelt es sich um ein lang bedrahtetes Bauteil (wie z.B. den Widerstand auf dem Bild), so empfiehlt es sich, die Bedrahtung mit einer Biegelehre umzubiegen. Das Verbiegen per Hand ist zwar auch vollkommen zulässig, kann aber sehr schnell unschöne Ergebnisse verursachen. -
Bauteil und Pad erhitzen:
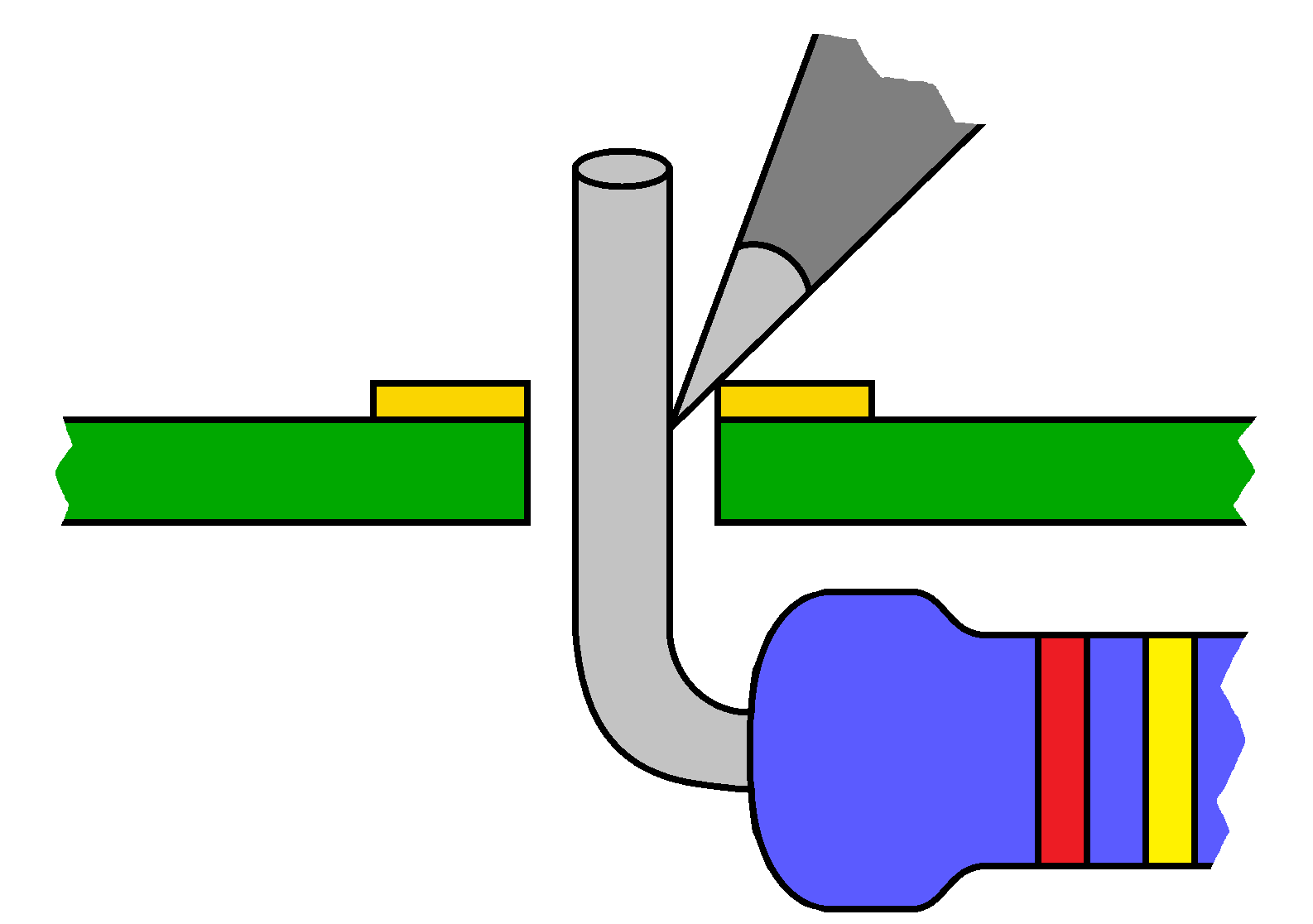 Ist das Bauteil eingesetzt, so wird es Zeit, Bauteilbedrahtung und Lötpad zu erhitzen, damit das Lötzinn auch beim Heranführen im nächsten Schritt sofort schmilzt und sich verteilt.
Ist das Bauteil eingesetzt, so wird es Zeit, Bauteilbedrahtung und Lötpad zu erhitzen, damit das Lötzinn auch beim Heranführen im nächsten Schritt sofort schmilzt und sich verteilt.
Beachten sollte man, dass man die Spitze des Lötkolbens möglichst großflächig mit Pad und Bauteildraht in Kontakt bringt - das garantiert einen guten Wärmeaustausch vom Lötkolben zu den Werkstoffen und verkürzt die Kontaktzeit zwischen Lötkolben und Bauteil. -
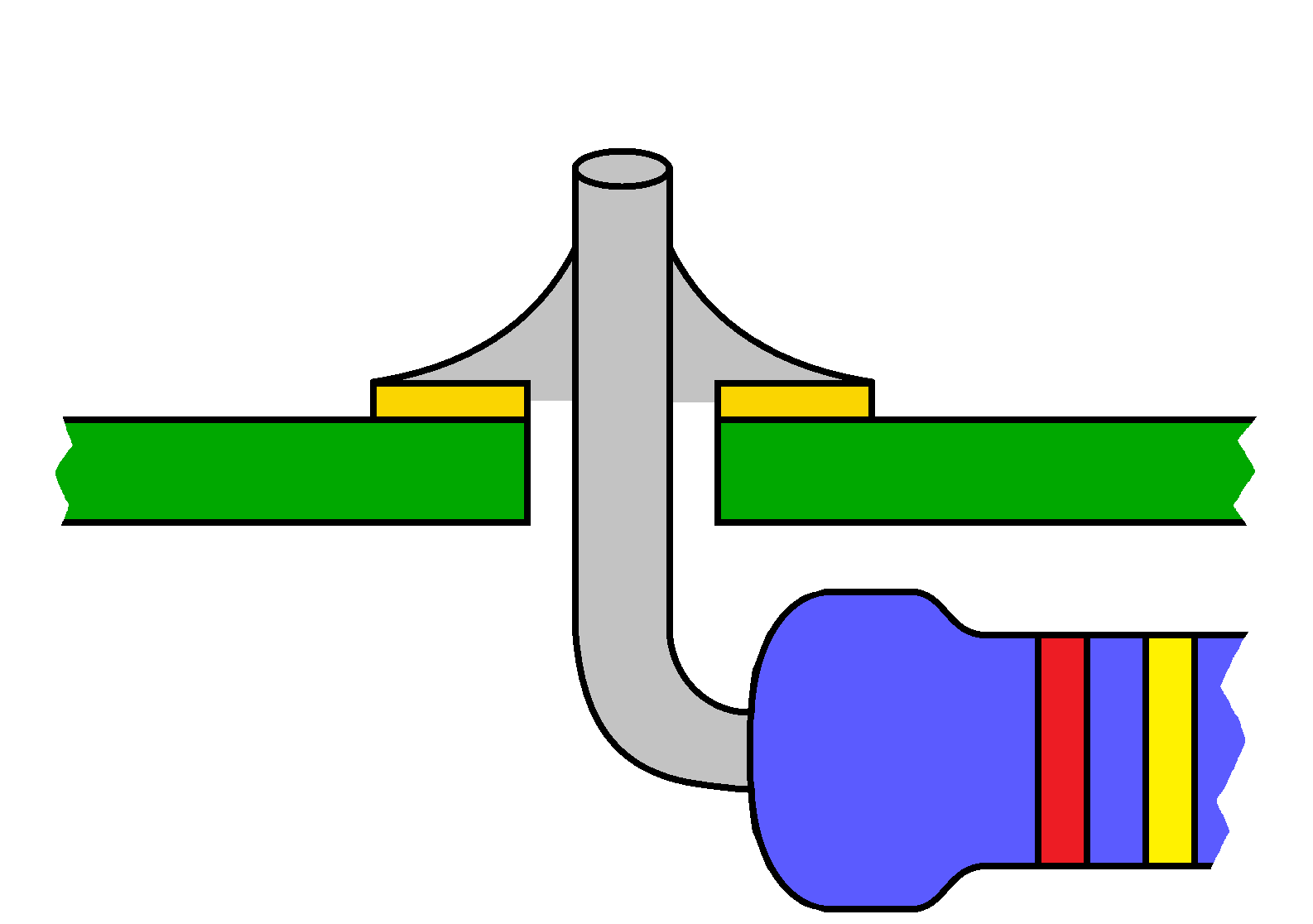
Lot an die Lötstelle heranführen:
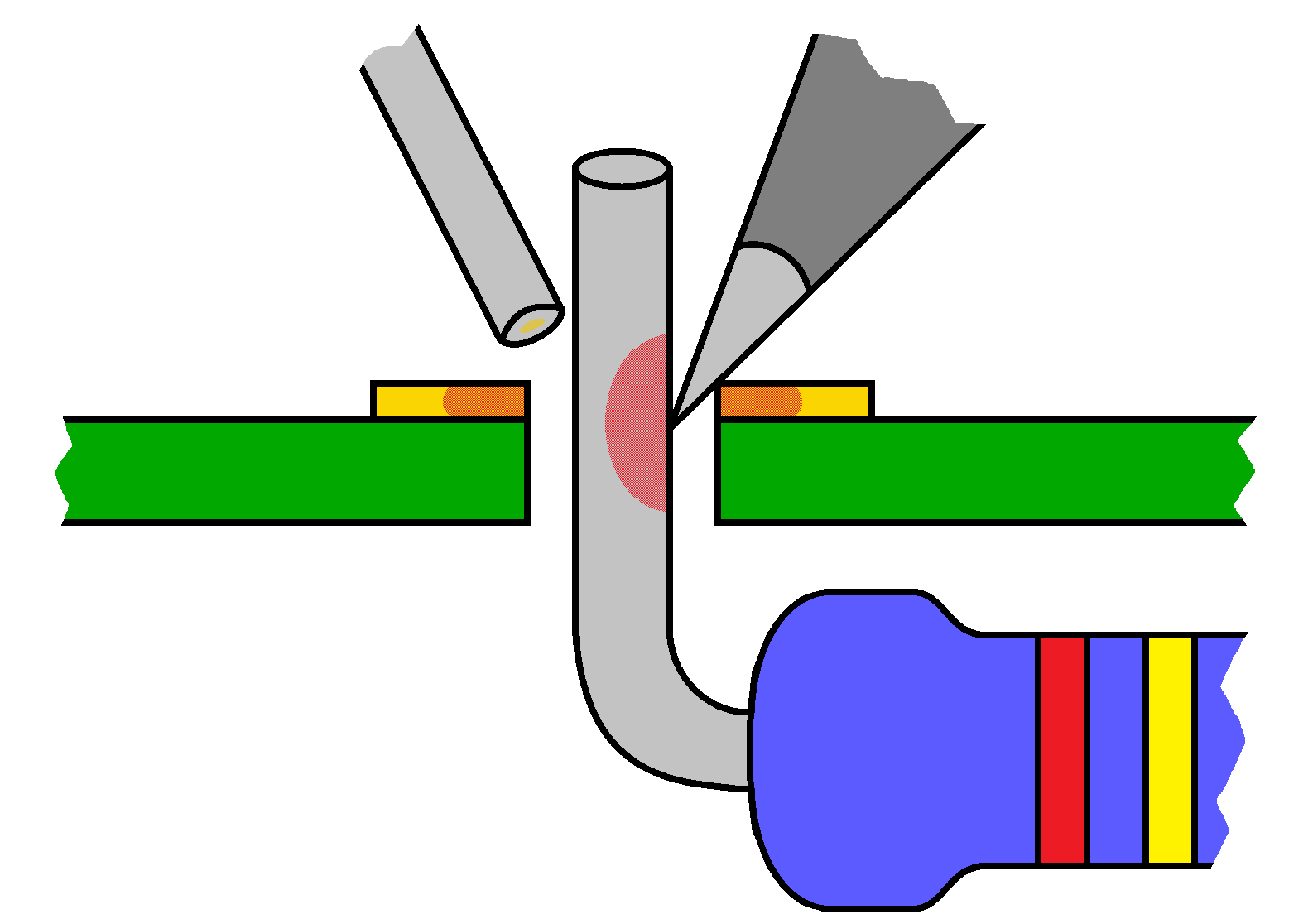 Als nächstes kann dann das Lötzinn an die Lötstelle herangeführt werden. Bei Verwendung von Röhrenlot ist dabei ein Flussmittel in das “Lötzinn” integriert, das einen wesentlich geringeren Schmelzpunkt aufweist als das eigentliche Lot - das Flussmittel soll immerhin nur dafür sorgen, dass sich das Lötzinn gleichmäßig auf dem Pad verteilt und dann verschwinden.
Als nächstes kann dann das Lötzinn an die Lötstelle herangeführt werden. Bei Verwendung von Röhrenlot ist dabei ein Flussmittel in das “Lötzinn” integriert, das einen wesentlich geringeren Schmelzpunkt aufweist als das eigentliche Lot - das Flussmittel soll immerhin nur dafür sorgen, dass sich das Lötzinn gleichmäßig auf dem Pad verteilt und dann verschwinden.
Durch die Verdampfung des Flussmittels wird also beim Löten ein wenig Dampf aufsteigen - diesen sollte man vermeiden einzuatmen, da er gesundheitsschädlich ist!
Ist der Kolben sehr heiß oder das Lötzinn nicht von guter Qualität kann es auch passieren, dass das Flussmittel “spritzt” und man einen Tropfen heißes Lötzinn oder Flussmittel abbekommt. Das ist halb so schlimm, da die Tröpfchen meist sehr klein sind - kurz brennen tut es trotzdem und man sollte sich nach dem Löten dann gründlich die Hände waschen! -
Lot entfernen, Verteilen abwarten:
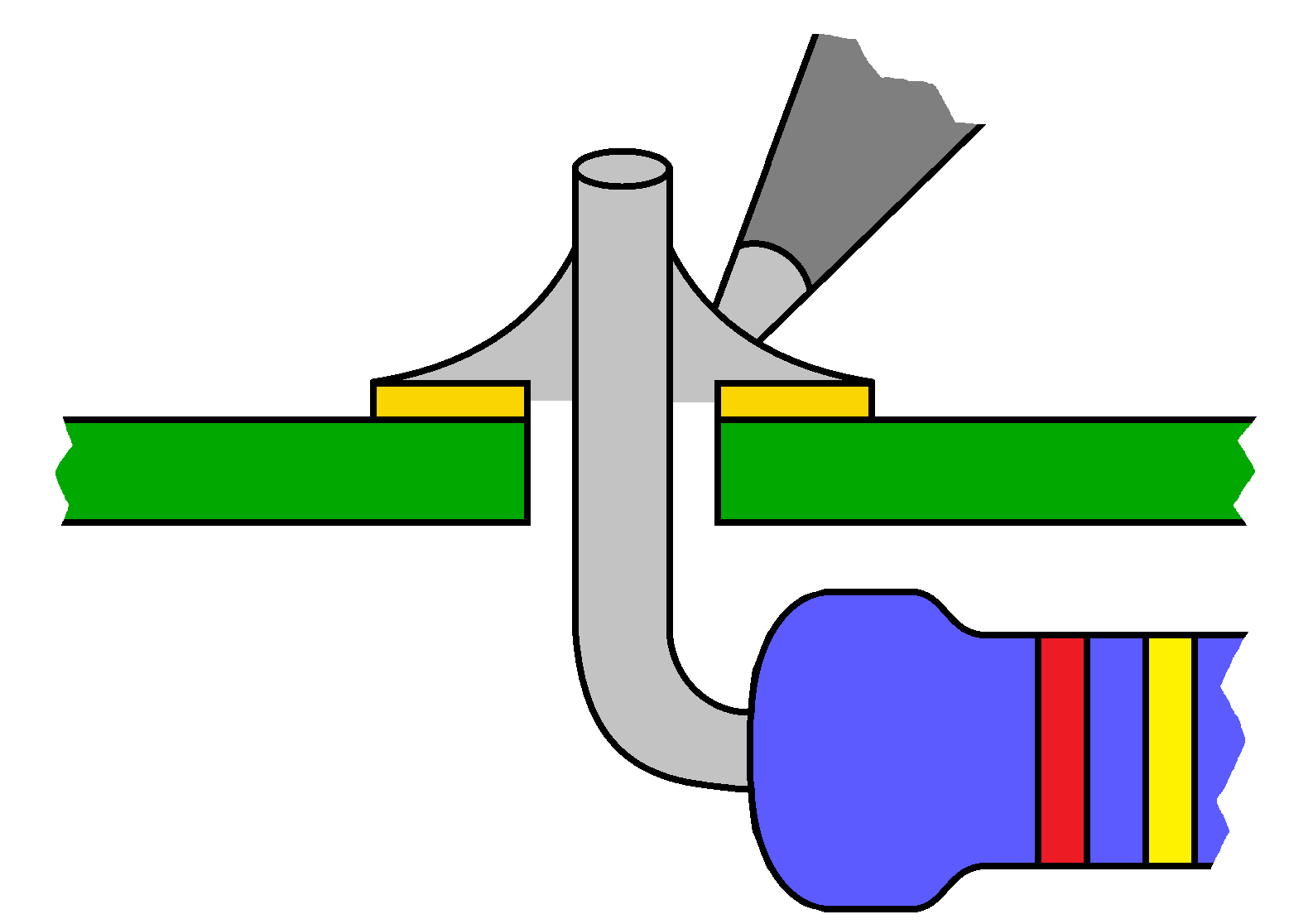 Ist genügend Lötzinn auf der Lötstelle geschmolzen, kann man das Röhrenlot entfernen und muss nur noch kurz warten, bis sich das Lötzinn gleichmäßig auf dem Pad verteilt hat.
Ist genügend Lötzinn auf der Lötstelle geschmolzen, kann man das Röhrenlot entfernen und muss nur noch kurz warten, bis sich das Lötzinn gleichmäßig auf dem Pad verteilt hat.
Das sollte typischerweise nicht mehr als ein paar Sekunden dauern - also nicht minutenlang den Lötkolben auf das Bauteil halten und “braten”! ;)
Wenn sich das Lötzinn nicht verteilt kann das auch andere Gründe haben - auf diese gehen wir in Schritt 5 kurz ein! -
Lötkolben entfernen, Lötstelle abkühlen lassen:
 Zum Schluss entfernt man auch den Lötkolben von der Kontaktstelle und lässt sie kurz abkühlen, bevor man weiter arbeitet. Doch Achtung - die Lötstellen können lange heiß bleiben, da die Bauteile und Bedrahtungen teilweise sehr gut Hitze speichern!
Zum Schluss entfernt man auch den Lötkolben von der Kontaktstelle und lässt sie kurz abkühlen, bevor man weiter arbeitet. Doch Achtung - die Lötstellen können lange heiß bleiben, da die Bauteile und Bedrahtungen teilweise sehr gut Hitze speichern!
Hat man alle Schritte korrekt befolgt, sieht man nun eine vulkankegelförmig zinnbedeckte Lötstelle vor sich, die leicht glänzen sollte. Glänzt das Lötzinn nicht oder bedeckt nicht die gesamte Lötstelle, so ist dies ein Zeichen dafür, dass man eine sogenannte “kalte Lötstelle” produziert hat. Das bedeutet, dass das Zinn keine elektrisch gut leitende Verbindung zwischen Bauteil und Platine eingegangen ist.
Gründe hierfür können sein, dass man zu wenig Lötzinn verwendet hat, der Lötkolben zu kalt war oder zu wenig Flussmittel im Lötzinn war bzw. dass das Flussmittel vollständig verdampft ist, bevor das Zinn Kontakt mit der Lötstelle hatte. In diesen Fällen hilft es, die Temperatur des Lötkolbens nochmal zu überprüfen und entweder mehr Lötzinn aufzubringen oder mit einem Flussmittelstift die Lötstelle zu benetzen und das Lötzinn nochmal zu erhitzen.